Kategori: Semua Catatan
High Side vs Low Side Transistor




MOSFET Check
Pengukuran dioda untuk NMOS


Pengukuran Dioda untuk PMOS


Pengukuran Resistansi

SoftSwitch Microcontroller

Download link dengan nomor urut dengan jdownloader
//base link
var base = "https://latiful.hayat.web.id/image_%%NUM%%.jpg";
//start index (inclusive)
var start = 1;
//end index (inclusive)
var end = 2;
//number of fixed decimals
var fixedDecimals = 0;
function padding(num, size) {
var s = num + "";
while (s.length < size) s = "0" + s;
return s;
}
var resultLinks = "";
for (var i = start; i <= end; i++) {
var link = base.replace("%%NUM%%", padding(i, fixedDecimals));
resultLinks += "\r\n" + link;
}
disablePermissionChecks(); {
callAPI("linkgrabberv2", "addLinks", {
"autostart": false,
"autoConfirm": true,
"deepDecrypt": false,
"packageName": "JPGFile",
"links": resultLinks
});
}
//disable and run this script
Terlindungi: Belanja di AliExpress
Memilih Kartu SDCard – microSD
Cara memilih Kartu SDCard – microSD
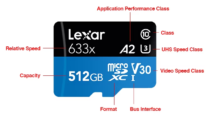


Perbedaan antara format kartu microSD sangat signifikan:
- microSD: memiliki kapasitas hingga 2GB dan berfungsi di slot microSD apa pun.
- microSDHC: memiliki kapasitas lebih dari 2GB dan hingga 32GB dan berfungsi di perangkat keras yang mendukung SDHC dan SDXC.
- microSDXC: memiliki kapasitas lebih dari 32GB dan hingga 2TB dan hanya didukung di perangkat yang kompatibel dengan SDXC.
- microSDUC: mendukung kartu hingga 128TB dan akan membutuhkan perangkat yang kompatibel.
Perbedaan antara microSD dan SDXC (dan juga kartu SDHC!) terletak pada kemampuan kartu untuk mentransfer data dengan cepat.
Format SDHC dan SDXC dapat mendukung antarmuka bus Ultra High Speed (UHS)—sirkuit lebih cepat yang memungkinkan data bergerak lebih cepat. Tiga versi UHS adalah UHS-I (dengan kecepatan bus hingga 104MBps), UHS-II (hingga 312MBps), dan UHS-III (hingga 624MBps).
Kelas Kecepatan

Kelas Kecepatan menunjukkan kecepatan tulis minimum kartu memori dalam megabita per detik. Ada empat Kelas Kecepatan yang dapat dipilih:
- Kelas 2: minimal 2MBps.
- Kelas 4: minimal 4MBps.
- Kelas 6: setidaknya 6MBps.
- Kelas 10: setidaknya 10MBps.
Kelas Kecepatan UHS

Kelas Kecepatan UHS menunjukkan kecepatan tulis minimum untuk kartu microSD yang mendukung kecepatan bus UHS-I, II, dan III.
- U1: kecepatan tulis minimal 10MBps.
- U3: kecepatan tulis minimal 30MBps.
Kelas Kinerja Aplikasi
Kelas Kinerja Aplikasi menetapkan kecepatan tulis berkelanjutan minimum 10MBps, bersama dengan kecepatan baca dan tulis acak minimum yang diukur dalam operasi input dan output per detik (IOPS).
Ada dua kelas:
- A1: kecepatan baca acak minimum 1500IOPS; kecepatan tulis acak 500IOPS.
- A2: kecepatan baca acak minimum 4000IOPS; kecepatan tulis acak 200IOPS.
Kelas Kecepatan Video
Kelas Kecepatan Video menetapkan kecepatan tulis sekuensial minimum, yang penting saat merekam video. Semakin tinggi resolusi video, semakin cepat kecepatan yang dibutuhkan. Ada lima kelas untuk video:
- V6: kecepatan tulis minimum 6MBps.
- V10: kecepatan tulis minimum 10MBps.
- V30: kecepatan tulis minimum 30MBps.
- V60: kecepatan tulis minimum 60MBps.
- V90: kecepatan tulis minimum 90MBps.

SD Card Association merekomendasikan UHS Speed Class 3 (U3) atau lebih tinggi untuk merekam video 4K, dan V60 atau lebih tinggi untuk video 8K. Untuk video full HD, disarankan menggunakan UHS Speed Class 1 (U1) atau kartu microSD Speed Class 10 (10) atau yang lebih tinggi. Jika kecepatan tulis kartu terlalu lambat, video hasil rekaman tersendat-sendat.
Koleksi Design Rule Check (DRC) PCB Eagle
Download MP3 dari YouTube dan situs lain degan JDownloader 2


//Add your script here. Feel free to use the available api properties and methods
if (link.finished) {
var input = link.downloadPath;
var output = input.replace(/(aac|m4a|ogg)$/, "mp3");
if (input != output) {
try {
var ffmpeg = callAPI("config", "get", "org.jdownloader.controlling.ffmpeg.FFmpegSetup", null, "binarypath");
var bitrate = callSync(ffmpeg, "-i", input).match(/bitrate: (\d+) kb/)[1];
callAsync(function(error) {
!error && getPath(input).delete();
}, ffmpeg, "-y", "-i", input, "-b:a", bitrate + "k", output);
} catch (e) {};
}
}
Setting Cura 5 untuk Anet A8

G21 ;metric values
G90 ;absolute positioning
M82
M107 ;start with the fan off
G28 ;Home
G1 Z15.0 F2000 ;Move the platform
G92 E0
G1 E10 F100 ; Extrude filament sejauh 20 mm
G92 E0
G1 F{travel_speed}
;Put printing message on LCD screen
M117 NowPrinting...;End GCode
M104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
M84 ;steppers off
G90 ;absolute positioning
Berikut profil filament untuk Cura. Ganti ekstensi pdf menjadi zip lalu ekstrak. File profil berektensi .curaprofile
Jika terjadi stringing maka pastikan filamen kering, ekstruder bersih dan pendingin filamen pada ekstruder bekerja maksimal. Kalibrasi suhu dengan temperature tower dan kalibrasi retraction. Aktifkan Combing, percepat travel speed, aktifkan coasting dan aktifkan wiping jika perlu.
Jika tidak mau menempel, gunakan PTE atau ABS+Acetone untuk membuat pasta. pastikan jarak nozle dengan bed rata 1 kertas hvs 70gr
Profile untuk ABS Putih (No Brand) 0.4 mm nozzle with PTE: https://github.com/stufi1983/latifulhayat.web.id/raw/refs/heads/main/ABS-Anet8-Putih-PTE.curaprofile